2021年5月26日由我校智能制造工程学院主办的《超精密加工技术》学术讲座在三达楼433教室召开,该讲座由机械设计及理论专业博士熊智文教授进行讲授。智能制造工程学院的学生纷纷响应、积极参与到这次讲座中来。

个人介绍
熊智文(1975.7--),男,副教授,工学博士。机械设计及理论专业博士毕业,致力于机械设计和超精密加工技术研究及应用。近5年参与国家科技重大专项1项,国家自然科学基金3项,主持横向课题2项,项目经费达200余万元。近3年,以通讯作者身份发表论文4篇。
熊智文教授为我们讲述了超精密车削的四个方面
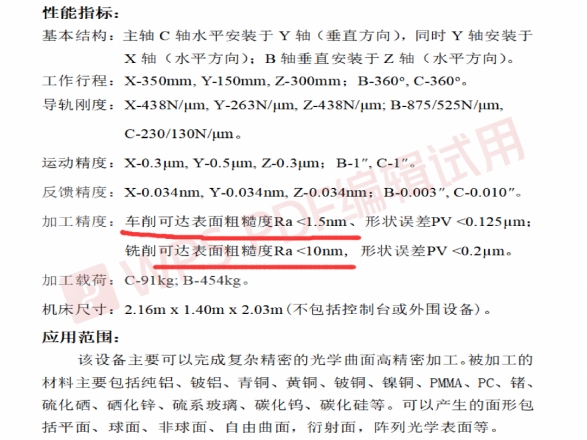
1、超精密车削可达到的精度
超精密切削加工是相对于精密切削加工而言的,其所能达到的加工精度和表面质量更高。将加工精度为0.01μm以下,加工表面粗糙度Ra小于0.01μm的切削加工称为超精密切削加工。
2、超精密车削可加工材料
超精密切削时使用天然单晶金刚石刀具,切削刃可磨得极锋利,金刚石的硬度极高,耐磨性好,热传导系数高和工件材料的摩擦系数低,因此切削温度低,切削速度对金刚石刀具的磨损影响甚微。超精密切削要求得到超光滑加工表面和高加工精度,其切削速度主要取决于切削系统的动态特性,即选择振动最小的转速。只要避开机床和切削系统的共振区,低速和高速都可以得到较好的加工表面质量。
3、超精密车削可加工曲面类型
主要有超精密车削、镜面磨削和研磨等。在超精密车床上用经过精细研磨的单晶金刚石车刀进行微量车削,切削厚度仅1微米左右,常用于加工有色金属材料的球面、非球面和平面的反射镜等高精度、表面高度光洁的零件。例如加工核聚变装置用的直径为800毫米的非球面反射镜,最高精度可达0.1微米,表面粗糙度为Rz0.05微米。
4、超精密车削的发展情况

在超精密车床上用经过精细研磨的单晶金刚石车刀进行微量车削,切削厚度仅1微米左右,常用于加工有色金属材料的球面、非球面和平面的反射镜等高精度、表面高度光洁的零件。
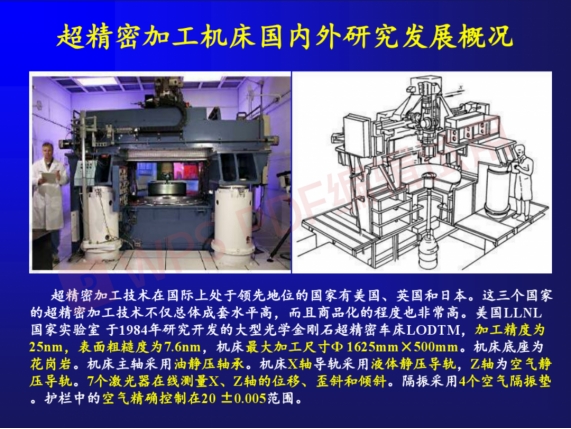
超精密车床的技术要求
超精密车床的基本特点与要求
433教室在场的同学们都在认真地聆听讲座,了解《超精密车床》,希望通过这次的熊智文博士这次讲座,让同学们领悟知识的力量,争取在不久的将来通过自己的聪明才智为祖国的模具发展贡献一份力量,早日成长为祖国需要的大国工匠!

